
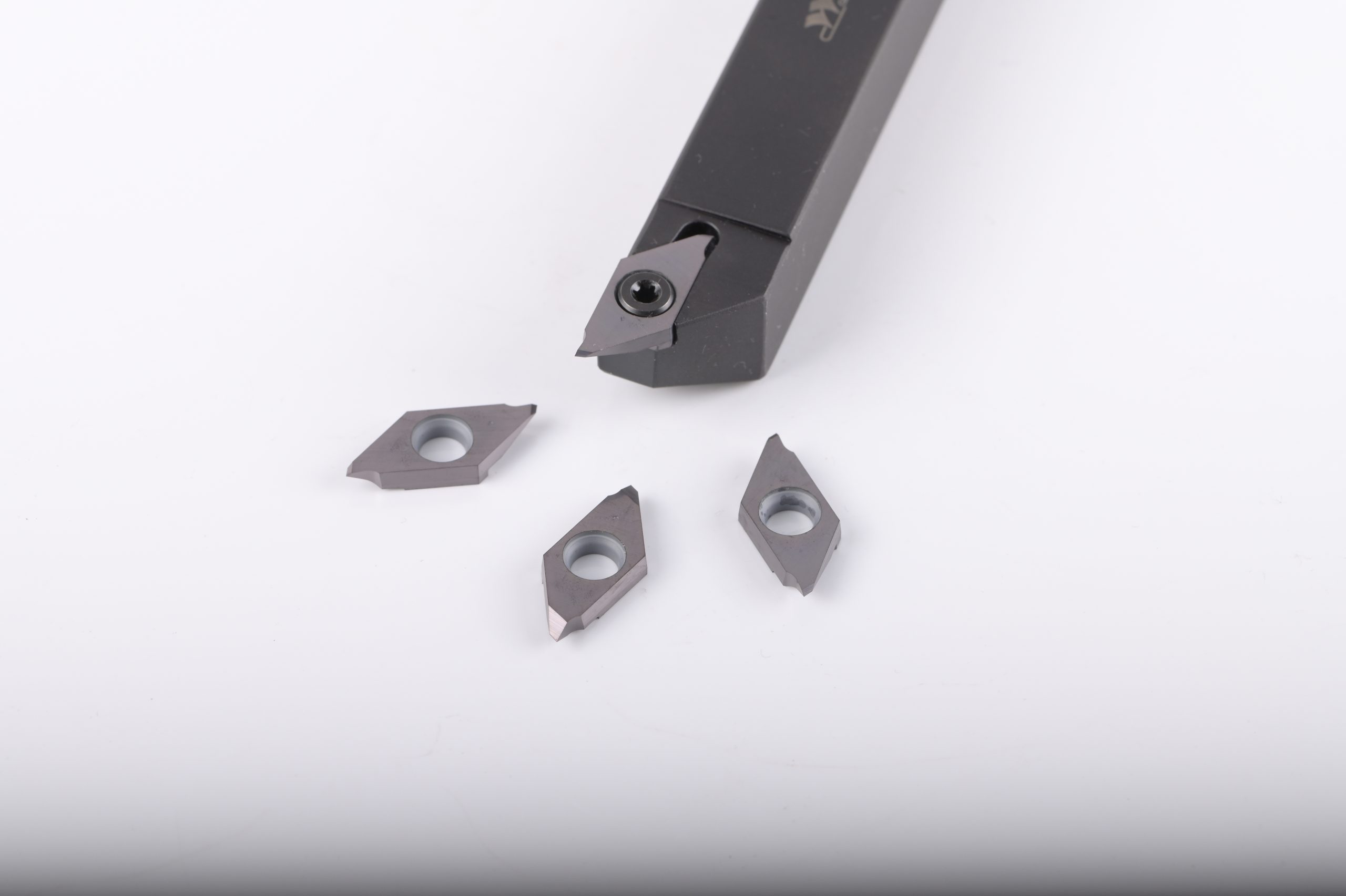
GST series threading tools
GSTT series threaded inserts are made by precision grinding, with high dimensional accuracy and surface quality, and equipped with a variety of tool holders, which are especially suitable for threading of small parts.
 |
 |
- Feature
- Application
- Application case
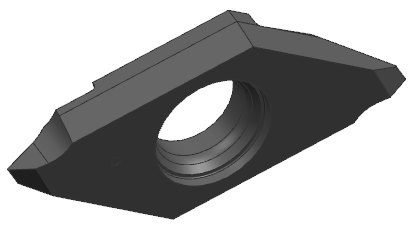
Insert characteristics
 |
GSTT-for thread turning of small parts;
●Sharp edge, large rake angle design, cutting light and fast, to ensure the surface quality of the machined parts; ●Without edge width,small arc design for better roughness ●Mainly 55° and 60° general-purpose threading inserts for thread turning of small parts; |
Grade introduction
Provide special PVD grade of small parts,Suitable for machining of steel, stainless steel, and other material parts
PVD:GAT7115 GAT7125
Tool holder characteristics
 |
GST-for Threading Tool holders of small parts
●The Tool holders Including GST series and GST-RS back turning series ●Height and width of Holder:1010、1212、1616 |
Inserts:
Cutting Passes and Radial Infeed Recommendation Table
| Thread type | Pitch | Ordering Code | Corner
radius (RE) |
Cutting
depth |
Total
passes |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| mm | ||||||||||||||||
| ISO
Metric |
External | 0.20mm | GSTT 3R/L A/B6000 | Max
0.05 Flat |
0.15 | 4 | 0.06 | 0.04 | 0.03 | 0.02 | ||||||
| 0.25mm | 0.19 | 4 | 0.07 | 0.06 | 0.04 | 0.02 | ||||||||||
| 0.30mm | 0.23 | 4 | 0.08 | 0.07 | 0.06 | 0.02 | ||||||||||
| 0.35mm | 0.27 | 5 | 0.08 | 0.07 | 0.06 | 0.04 | 0.02 | |||||||||
| 0.40mm | 0.30 | 5 | 0.10 | 0.08 | 0.06 | 0.04 | 0.02 | |||||||||
| 0.45mm | 0.34 | 6 | 0.10 | 0.08 | 0.06 | 0.04 | 0.04 | 0.02 | ||||||||
| 0.50mm | GSTT 3R/L A/B6000 | 0.38 | 6 | 0.10 | 0.10 | 0.07 | 0.05 | 0.04 | 0.02 | |||||||
| GSTT 3R/L A/B60005 | 0.05 | 0.33 | 5 | 0.10 | 0.10 | 0.07 | 0.04 | 0.02 | ||||||||
| 0.60mm | GSTT 3R/L A/B6000 | Max
0.05 Flat |
0.45 | 7 | 0.10 | 0.10 | 0.08 | 0.06 | 0.05 | 0.04 | 0.02 | |||||
| GSTT 3R/L A/B60005 | 0.05 | 0.40 | 6 | 0.10 | 0.10 | 0.08 | 0.06 | 0.04 | 0.02 | |||||||
| 0.70mm | GSTT 3R/L A/B60005 | 0.05 | 0.48 | 6 | 0.10 | 0.10 | 0.10 | 0.10 | 0.06 | 0.02 | ||||||
| 0.75mm | 0.05 | 0.52 | 7 | 0.10 | 0.10 | 0.10 | 0.08 | 0.07 | 0.05 | 0.02 | ||||||
| 0.80mm | 0.05 | 0.56 | 7 | 0.10 | 0.10 | 0.10 | 0.10 | 0.08 | 0.06 | 0.02 | ||||||
| 1.00mm | GSTT 3R/L A/B60005
GSTT 3R/L N6001 |
0.05 | 0.71 | 8 | 0.15 | 0.15 | 0.12 | 0.10 | 0.08 | 0.06 | 0.03 | 0.02 | ||||
| 0.10 | 0.66 | 7 | 0.18 | 0.15 | 0.12 | 0.10 | 0.06 | 0.03 | 0.02 | |||||||
| 1.25mm | 0.05 | 0.90 | 9 | 0.20 | 0.18 | 0.13 | 0.10 | 0.10 | 0.07 | 0.05 | 0.05 | 0.02 | ||||
| 0.10 | 0.85 | 8 | 0.20 | 0.18 | 0.13 | 0.10 | 0.10 | 0.07 | 0.05 | 0.02 | ||||||
| 1.50mm | GSTT 3R/L N6001 | 0.10 | 1.04 | 10 | 0.20 | 0.18 | 0.14 | 0.12 | 0.10 | 0.10 | 0.08 | 0.05 | 0.05 | 0.02 | ||
Recommended Cutting Speed
| ISO | Workpiece Material | Hardness (HB) | series | Grade | Cutting Speed Vc(m/min) |
| P | Steel | ≤300 | GSTT | GAT7115 | 120(60-180) |
| GAT7125 | 90(40-150) | ||||
| M | Stainless steel | ≤300 | GSTT | GAT7115 | 100(60-150) |
| GAT7125 | 80(40-130) |
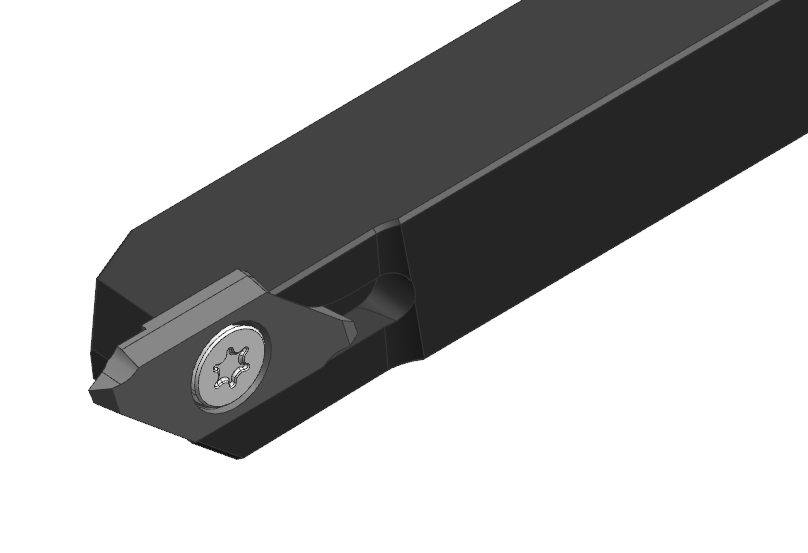
Tool holders:
Provide various Tool holders,Including GST series and GST-RS back turning series。
| No. | Holder series | Machining type | Fig | Remark |
| 1 | GST | Excircle machining | 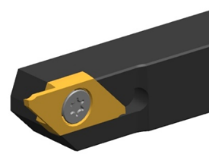 |
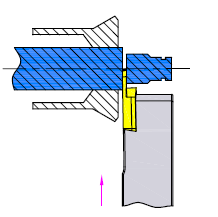 |
| 2 | GST-RS | Excircle machining |  |
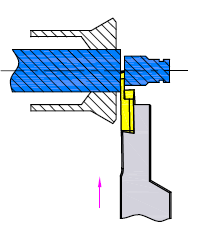 |
GSTT cutting processing case(Pipe Joint)
| Insert | GSTT3RN6001 | 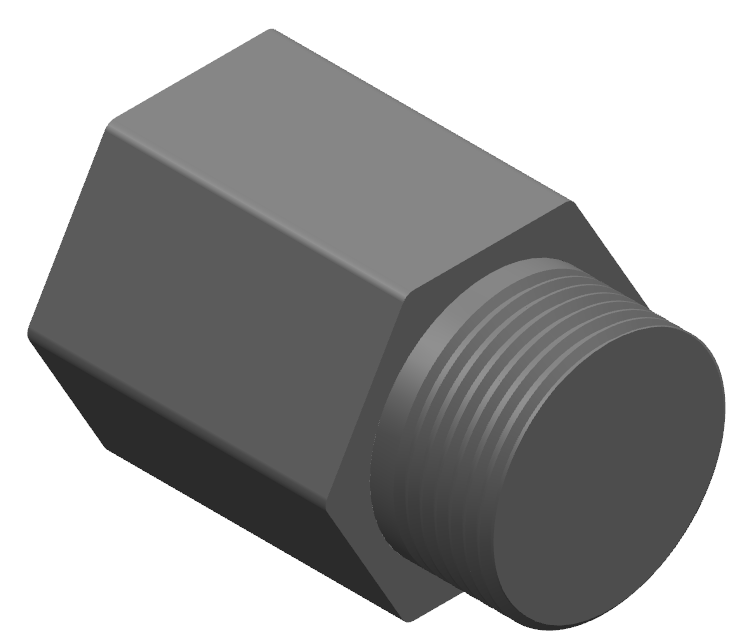 |
| Grade | GAT7115 | |
| Material | 20# | |
| Speed | 48m/min | |
| Feed | 1.5mm/r |  |
| Depth | 1.04mm | |
| Cooling | Water-based emulsion/external cooling | |
| Machining type | External thread turning |