
GT series parting and grooving tools
GT series cover FC, MC, RC, FG, MG, FT, MT, OR and MR geometries. Equipped with complete tool holders, they can achieve parting, slotting, turning, and profile machining; and with multiple grades, they can meet the machining needs of materials such as steel, stainless steel, cast iron, and high-temperature alloy.
 |
 |
 |
 |

- Feature
- Application
- Application case
Insert characteristics
 |
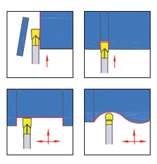
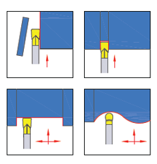
FT-Low feed-Turning
●edge inclination design, Ensure the sharp of the cutting edge;Suitable for Axial turning processing; ●The design of the Take-up arm and chip breaker can deal with radial grooving, effectively control chip curling and flow direction; ●Large rake angle design ensures the sharpness of the cutting edge |
 |
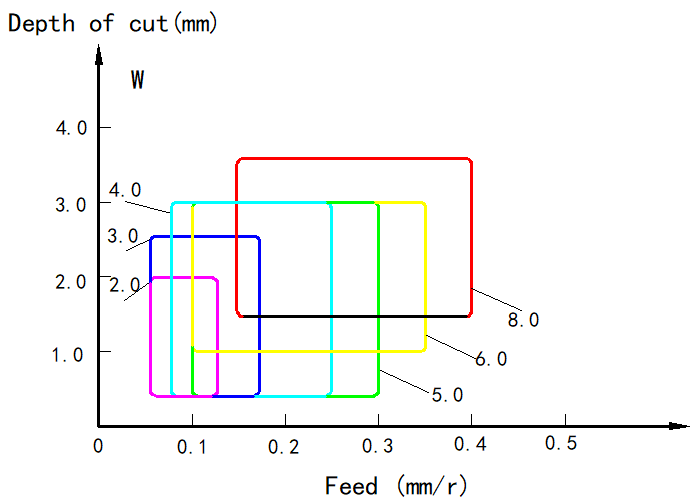
MT- Medium feed –Turning
●Small edge width and edge inclination design, Ensure the edge strength and sharp of the cutting edge;Suitable for axial turning processing; ●Big rake angle with cutting width design,Ensure the edge strength and reduce the chip force。 ●Chip-breaker design Effectively control chip curling |
 |
FC-Low feed-Parting
●Curved front cutting surface and large front angle design, create a sharp cutting edge; ●3D chip pocket ensures good chip wrapping and removal effects; ●V-shaped cutting edge design, Good for chip curling, suitable for low feed grooving.; |
 |
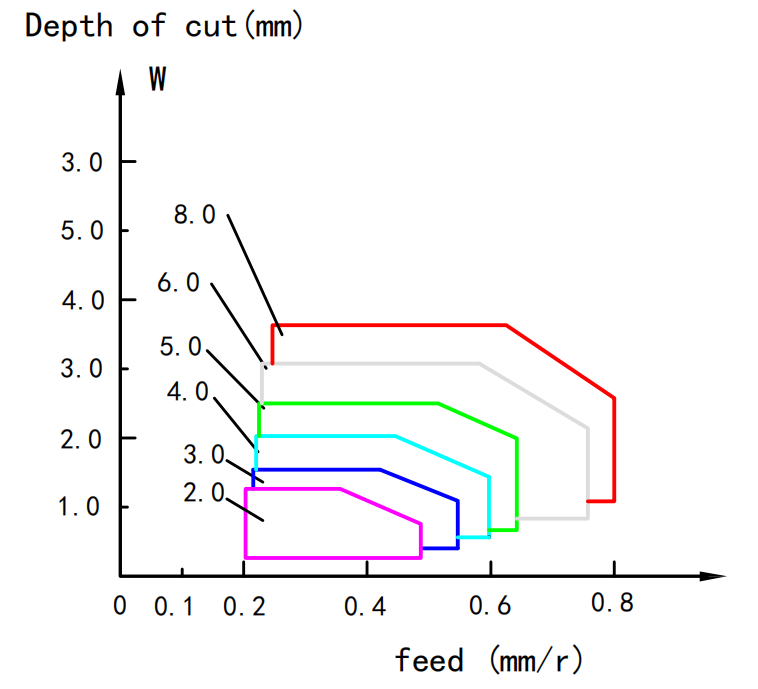
MC- Medium feed-Parting
●Curved rake face, Adjust the edge land drop to ensure the sharpness and increases the cutting edge strengthen at the same time; ●C type cutting edge,Ensure the sharp of the cutting edge, Suitable for medium feed cutting。 ●Gradient curled chip breaking,Control chips tightly curled to helical。 |
 |
RC-High feed -Parting
●Chamfer for cutting corner,Improve insert edge strength and tool life, in order to meet the high feed and interrupt processing; ●Chip-breaker design,In order to control compact curl to spiral chip; ●Big rake angle with cutting width design,Ensure the edge strength and reduce the chip force。 |
 |
FG- Low feed -grooving
●Set a lager chip pocket in the middle of the cutting edge, in order to make room to release chip.at the front ridge ends, ●The ridge forms a certain angle with cutting edge, in order to control the chip discharge direction. ●The design of cutting width improves cutting strength. |
 |
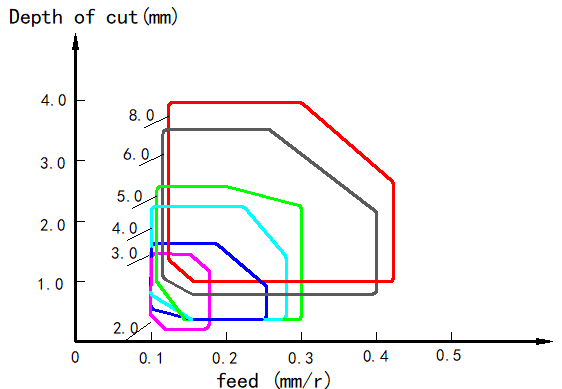
MG- Medium feed -Grooving
●Negative rake gradient curled chip breaking,Ensure the excellent control for chip spiral; ●Chip-breaker design,In order to control compact curl to spiral chip; ●Big rake angle with none or small cutting width design,Ensure the edge sharpness and reduce the chip force。 |
 |
MR- Medium feed -Profiling
●The curved edge design improves the strength of the edge and enhances the smoothness of cutting; ●The flat multi-gradual gradual cutting arm design, ensure good Chip breaking |
 |
OR-Precision feed -Profiling
●Sharp edge design to ensure good surface workpiece quality; ●Water drop type heat sink design to increase the contact area of cutting fluid. |
Grade introduction
Multiple coating grades, covering the processing needs of materials such as steel, stainless steel, cast iron and high-temperature alloy etc.
PVD:GST7135 GAT7125 GST7115
CVD:GM1230 GK1115
Tool holder characteristics
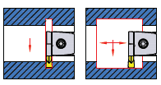
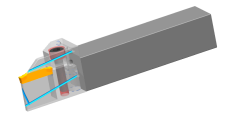
Positioning groove diagram Limit left and right shift Restrict left and right torsion |
●stability:
On the basis of V-shaped positioning, combined with the design of inclined sections and platforms at both ends, it can effectively reduce the axial machining of the blade, resulting in lateral displacement and torsion. In addition, by applying force distribution, the force area of the blade is larger and m ore uniform, reducing the risk of blade fracture and improving machining stability. |

Insert:
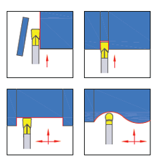
| Geometry | Radial feed | Axial feed |
| FT |  |
 |
| MT | 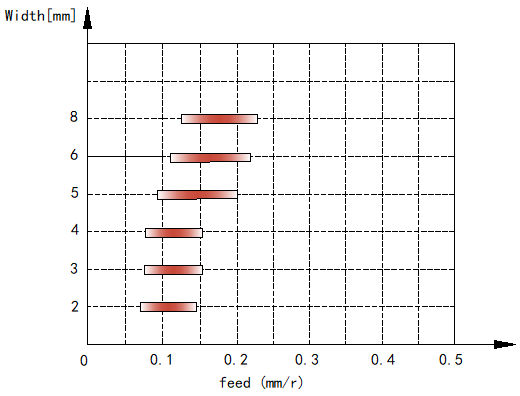 |
 |
| FC | 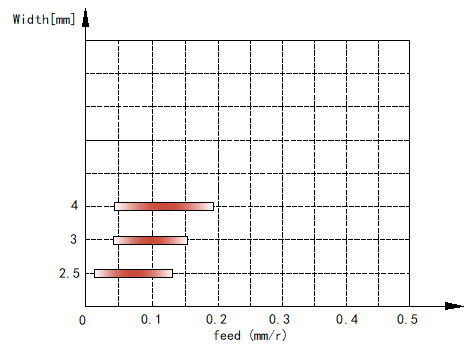 |
|
| MC | 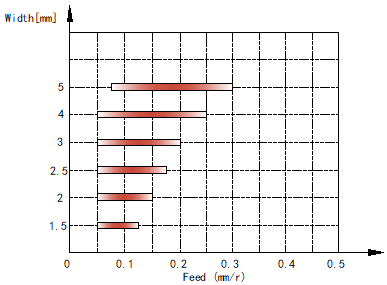 |
|
| RC |  |
|
| FG |  |
 |
| MG |  |
 |
| MR | 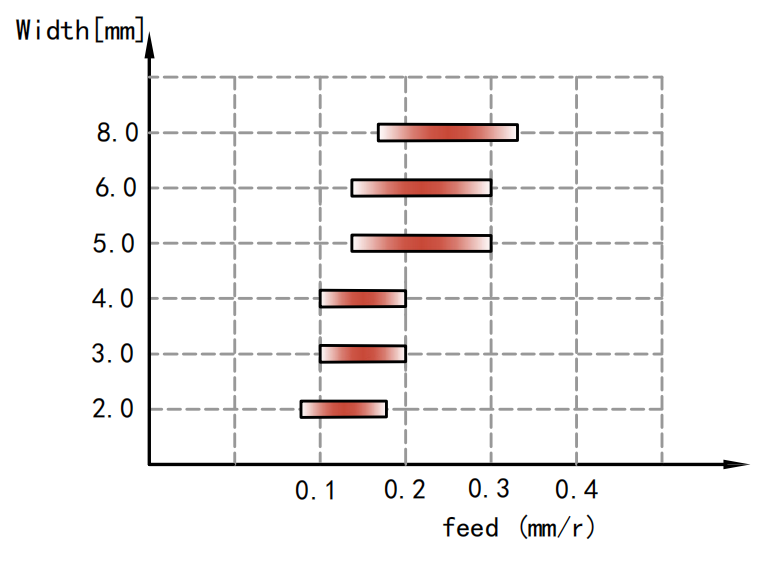 |
 |
| OR | 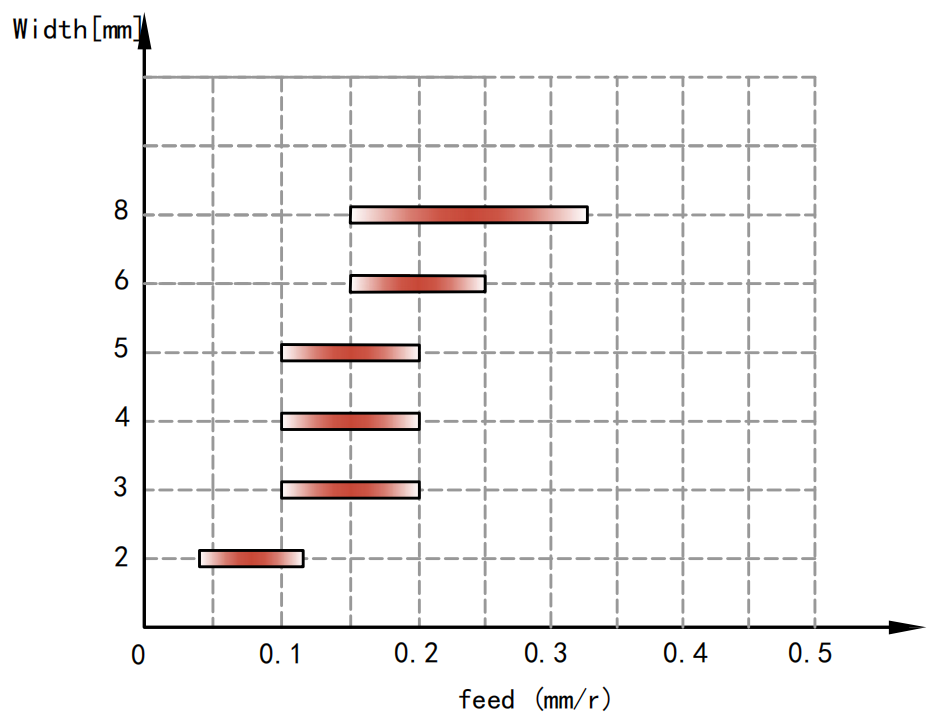 |
 |
Tool holder:
The types and specifications of the tool holder are complete, covering a wide range, and can meet the needs of machining outer circles, inner holes, and end faces. We can provide an outer cylindrical tool holder for use with a walking machine, paired with a brand new high-pressure internally cooled outer cylindrical turning tool holder, to provide customers with a better tool usage experience.
| Number | Toolholder series | Processing type | Diagram | Remarks |
| 1 | GTE | External |  |
 |
| 2 | GTI | Internal |  |
 |
| 3 | GTF | Facing |  |
  |
| 4 | GTFP | Facing |  |
  |
| 5 | GTE*-S | External
(used for CNC precision automatic lathe ) |
 |
 |
| 6 | GTE*-C | External
(Precision cooling) |
 |
 |
GTD-FT-cutting processing case(flange)
| Insert | GTD400F040-FT |
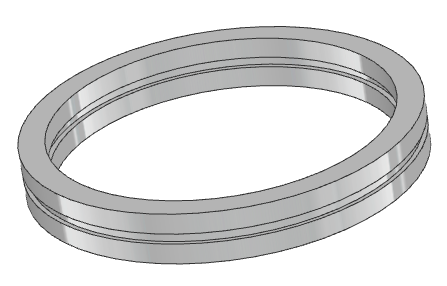 |
| Grade | GST7115 | |
| Material | INCONEL718(HB277) | |
| Speed | 25m/min | |
| Feed | 0.06mm/r | 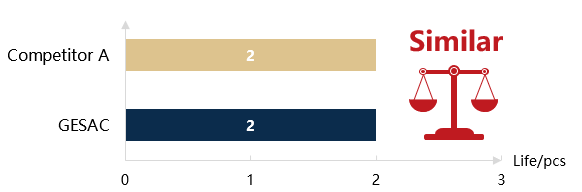 |
| Depth | 4mm | |
| Cooling | Water based emulsion | |
| Machining type | External Grooving |
GTD-MT-cutting processing case(Counterweight)
| Insert | GTD400F040-MT | 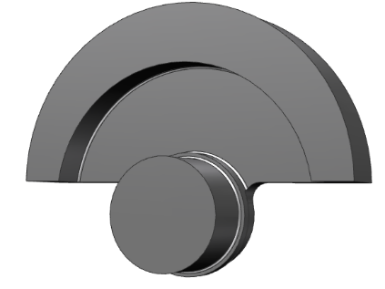 |
| Grade | GST7135 | |
| Material | GCr15(HRC18-20) | |
| Speed | 94m/min | |
| Feed | 0.05mm/r | 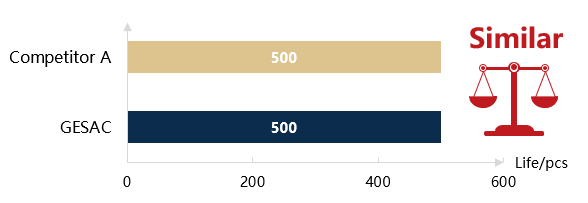 |
| Depth | 3.1mm | |
| Cooling | Water based emulsion | |
| Machining type | Facing Turning |
GTD-FC-cutting processing case(Bump)
| Insert | GTD200C020-FC | 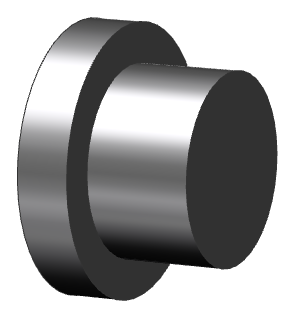 |
| Grade | GST7135 | |
| Material | 12Cr21NiSTi | |
| Speed | 150m/min | |
| Feed | 0.02mm/r | 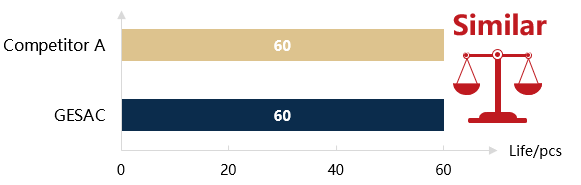 |
| Depth | 2mm | |
| Cooling | Water based emulsion | |
| Machining type | Parting |
GTD-MC-cutting processing case(Fastenings)
| Insert | GTD200C020R06-MC | 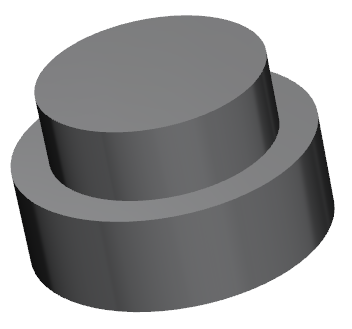 |
| Grade | GST7135 | |
| Material | Steel 12L14 | |
| Speed | 150m/min | |
| Feed | 0.12mm/r | 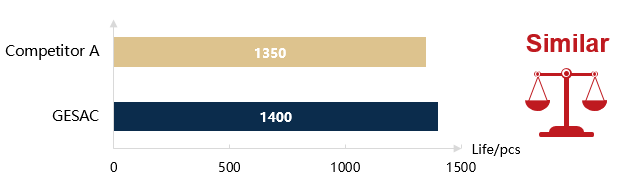 |
| Depth | 8mm | |
| Cooling | Water based emulsion | |
| Machining type | Parting |
GTD-RC-cutting processing case(Flange)
| Insert | GTD300E030-RC | 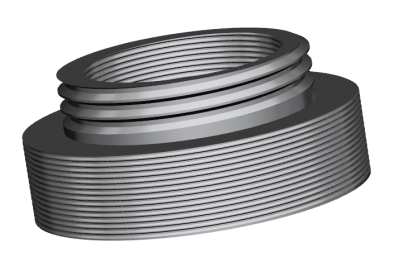 |
| Grade | GST7135 | |
| Material | 40Cr | |
| Speed | 24m/min | |
| Feed | 0.12mm/r | 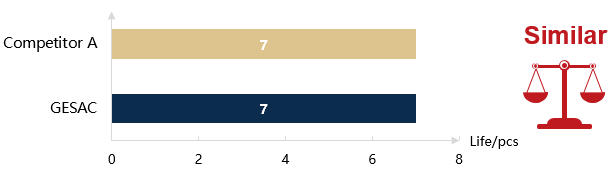 |
| Depth | 12mm | |
| Cooling | Water based emulsion | |
| Machining type | Parting |
GTD-FG –cutting processing case(heat shield)
| Insert | GTD300E040-FG |  |
| Grade | GST7135 | |
| Material | GH4169(HB≥346) | |
| Speed | 39m/min | |
| Feed | 0.075mm/r | 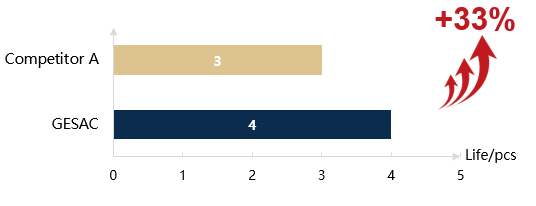 |
| Depth | 10mm | |
| Cooling | Water based emulsion | |
| Machining type | Grooving |
GTD-MG-cutting processing case(Valve rod)
| Insert | GTD300E030-MG |  |
| Grade | GST7135 | |
| Material | SCM425H | |
| Speed | 88m/min | |
| Feed | 0.15mm/r | 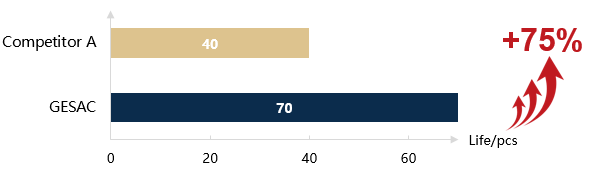 |
| Depth | 5.7mm | |
| Cooling | Water based emulsion | |
| Machining type | Grooving and turning |
GTD-OR-cutting processing case(Turbine disc)
| Insert | GTD400F200-OR |  |
| Grade | GST7115 | |
| Material | GH4097(HRC38-45) | |
| Speed | 32m/min | |
| Feed | 0.1mm/r |  |
| Depth | 0.2mm | |
| Cooling | Water-based emulsion/external cooling | |
| Machining type | Face Profiling |
GTD-MR-cutting processing case(Pulley)
| Insert | GTD400F200-MR | 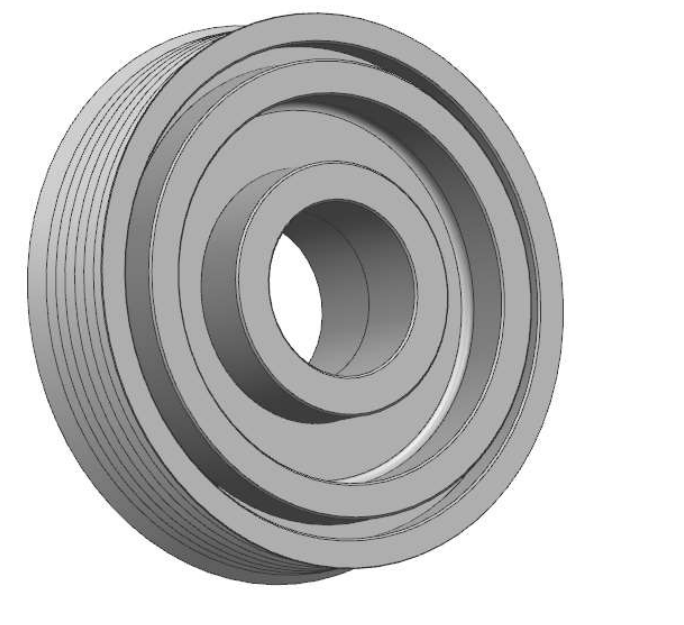 |
| Grade | GK1115 | |
| Material | 10#(HB60-80) | |
| Speed | 305m/min | |
| Feed | 0.14mm/r |  |
| Depth | 17mm | |
| Cooling | Water-based emulsion/external cooling | |
| Machining type | Face Profiling |