Partager à :








Dring Twist Drill pour l'acier D938
Convient pour un forage efficace en acier, en fonte et en acier inoxydable
 |  |  |

- Fonctionnalité
- Application
- Dossier de demande
- Pour un forage efficace de l'acier commun, de la fonte et de l'acier inoxydable.
- Nouveau matériau de base, équilibre parfait de ténacité et de résistance à l'usure.
- Nouveau revêtement altin-nano pour une excellente résistance à l'usure.
- Conception optimisée de flûte et de foret pour les performances supérieures de l'égocentricité et de l'épaisson et une bonne évacuation des puces.
Spécification
| Nobs des séries | Spécification | Méthode de refroidissement | Profondeur de coupe |
| D938-A3N | 1 ~ 20 mm | froid extérieur | 3D |
| D938-A3C | 2 ~ 20 mm | froid interne | 3D |
| D938-A5N | 1 ~ 20 mm | froid extérieur | 5d |
| D938-A5C | 2 ~ 20 mm | froid interne | 5d |
| D938-A8C | 3 ~ 20 mm | froid interne | 8d |
| D938-A12C | 3 ~ 16 mm | froid interne | 12d |
| D938-A15C | 3 ~ 14 mm | froid interne | 15d |
| D938-A20C | 3 ~ 12 mm | froid interne | 20D |
| D938-A25C | 3 ~ 8 mm | froid interne | 25d |
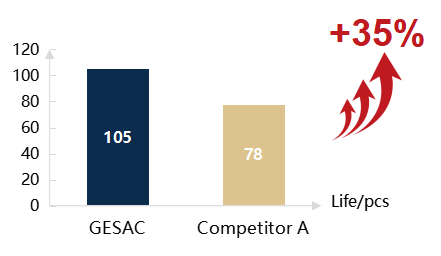
Aplication

D938 usinage cas(Appuyez sur les disques de turbine)
| Spécification | D938-A3N-0970 |
| Dimension | D9.7 * 47 * 89 * D10 |
| Matériel | 14CR12NI2WMOVNB (HB250) |
| Vitesse de coupe | VC = 18 m / min |
| Taux d'alimentation | fr = 0,05 mm / r |
| Profondeur de coupe | AP = 20 mm |
| Méthode de refroidissement | Refroidissement externe |
| Méthode de coupe | Usinage vertical 、 Forage de picotement |
D938 usinage cas(coque de soupape)
| Spécification | D938-A15C-0850 |
| Dimension | D8.5 * 160 * 204 * d10 |
| Matériel | 35crmoa (205-250HB) |
| Vitesse de coupe | VC = 42,7 m / min |
| Taux d'alimentation | FR = 0,13 mm / r |
| Profondeur de coupe | AP = 138 mm |
| Méthode de refroidissement | refroidissement interne |
| Méthode de coupe | Usinage vertical 、 Forage de trou profond |