
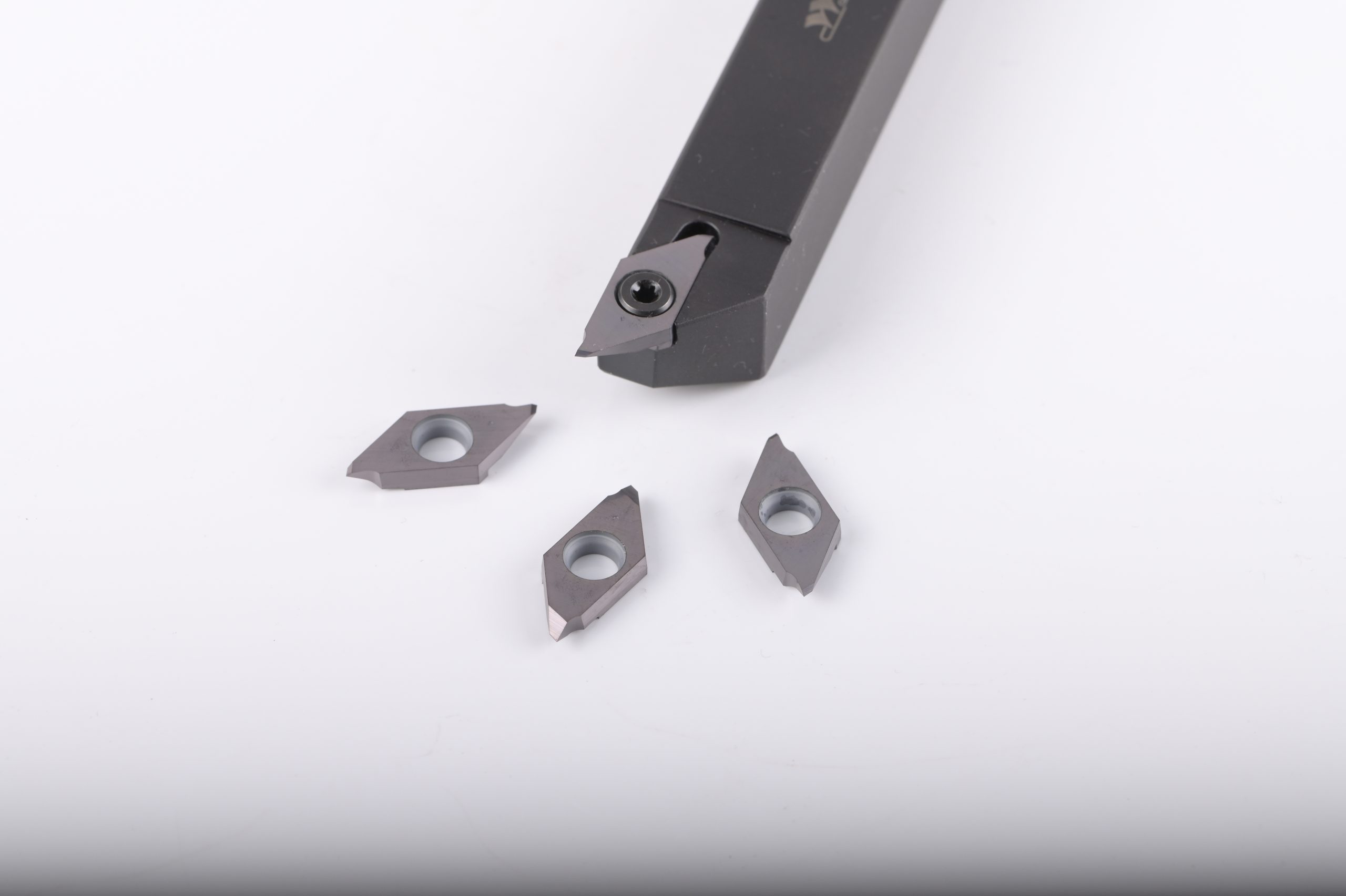
Herramientas de subproceso de la serie GST
Los insertos roscados de la serie GSTT se realizan mediante molienda de precisión, con alta precisión dimensional y calidad de la superficie, y equipadas con una variedad de portavasos, que son especialmente adecuados para el rostro de piezas pequeñas.
 |  |
- Característica
- Solicitud
- Caso
Características de insertar
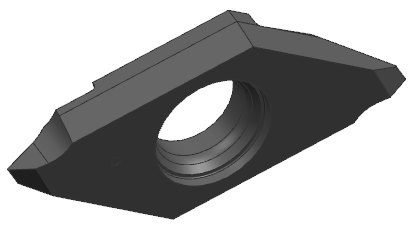 | Gstt-por giro de hilo de piezas pequeñas; ♦ Borde afilado, diseño de ángulo de rastrillo grande, corte ligero y rápido, acabado superficial de la superficie de las partes mecanizadas; ♦ Sin ancho de borde, un diseño de radio pequeño para un mejor acabado superficial. ♦ Insertos de rosca de uso general de 55 ° y 60 ° de uso general, para el giro de las piezas pequeñas |
Revestimiento garrebato
Proporcionar una calificación especial de PVD para parte pequeña mecanizado, Adecuado para encender acero, acero inoxidable y otro material.
PVD: GAT7115 GAT7125
Características del soporte de herramientas
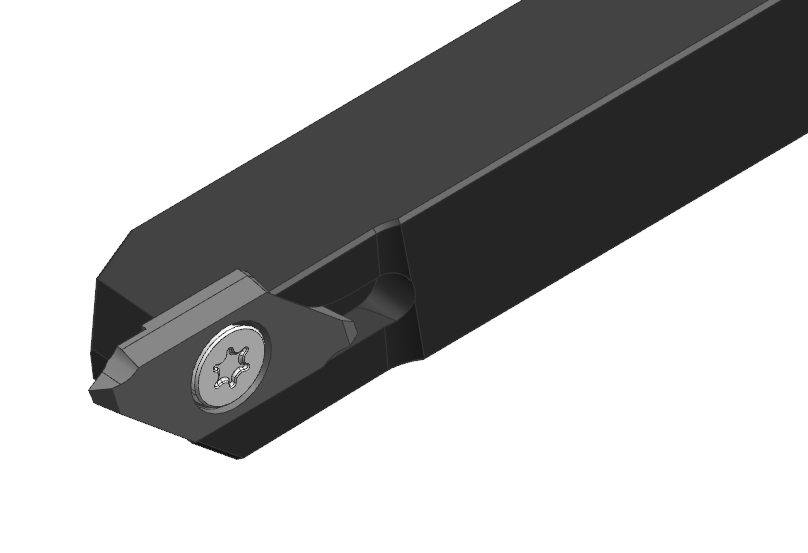 | Titulares de la herramienta GST para parte pequeña enhebrado. ♦ Incluyendo la serie GST y GST-RS ♦ Altura y ancho del titular: 10-10、12-12、16-16 |
Inserts:
Corte de pases y tabla de recomendación de alimentación radial
| Tipo de hilo | tono espiral | Código de pedido | Nariz radio (RE) | Corte profundidad | Total pases | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| mm | ||||||||||||||||
| ISO Métrico | Externo | 0.20 mm | GSTT 3R/L A/B6000 | Máximo 0.05 Departamento | 0.15 | 4 | 0.06 | 0.04 | 0.03 | 0.02 | ||||||
| 0.25 mm | 0.19 | 4 | 0.07 | 0.06 | 0.04 | 0.02 | ||||||||||
| 0.30 mm | 0.23 | 4 | 0.08 | 0.07 | 0.06 | 0.02 | ||||||||||
| 0.35 mm | 0.27 | 5 | 0.08 | 0.07 | 0.06 | 0.04 | 0.02 | |||||||||
| 0.40 mm | 0.30 | 5 | 0.10 | 0.08 | 0.06 | 0.04 | 0.02 | |||||||||
| 0.45 mm | 0.34 | 6 | 0.10 | 0.08 | 0.06 | 0.04 | 0.04 | 0.02 | ||||||||
| 0.50 mm | GSTT 3R/L A/B6000 | 0.38 | 6 | 0.10 | 0.10 | 0.07 | 0.05 | 0.04 | 0.02 | |||||||
| GSTT 3R/L A/B60005 | 0.05 | 0.33 | 5 | 0.10 | 0.10 | 0.07 | 0.04 | 0.02 | ||||||||
| 0.60 mm | GSTT 3R/L A/B6000 | Máximo 0.05 Departamento | 0.45 | 7 | 0.10 | 0.10 | 0.08 | 0.06 | 0.05 | 0.04 | 0.02 | |||||
| GSTT 3R/L A/B60005 | 0.05 | 0.40 | 6 | 0.10 | 0.10 | 0.08 | 0.06 | 0.04 | 0.02 | |||||||
| 0.70 mm | GSTT 3R/L A/B60005 | 0.05 | 0.48 | 6 | 0.10 | 0.10 | 0.10 | 0.10 | 0.06 | 0.02 | ||||||
| 0,75 mm | 0.05 | 0.52 | 7 | 0.10 | 0.10 | 0.10 | 0.08 | 0.07 | 0.05 | 0.02 | ||||||
| 0.80 mm | 0.05 | 0.56 | 7 | 0.10 | 0.10 | 0.10 | 0.10 | 0.08 | 0.06 | 0.02 | ||||||
| 1.00 mm | GSTT 3R/L A/B60005 GSTT 3R/L N6001 | 0.05 | 0.71 | 8 | 0.15 | 0.15 | 0.12 | 0.10 | 0.08 | 0.06 | 0.03 | 0.02 | ||||
| 0.10 | 0.66 | 7 | 0.18 | 0.15 | 0.12 | 0.10 | 0.06 | 0.03 | 0.02 | |||||||
| 1.25 mm | 0.05 | 0.90 | 9 | 0.20 | 0.18 | 0.13 | 0.10 | 0.10 | 0.07 | 0.05 | 0.05 | 0.02 | ||||
| 0.10 | 0.85 | 8 | 0.20 | 0.18 | 0.13 | 0.10 | 0.10 | 0.07 | 0.05 | 0.02 | ||||||
| 1.50 mm | GSTT 3R/L N6001 | 0.10 | 1.04 | 10 | 0.20 | 0.18 | 0.14 | 0.12 | 0.10 | 0.10 | 0.08 | 0.05 | 0.05 | 0.02 | ||
Velocidad de corte recomendada
| ISO | Material de pie de trabajo | Dureza (HB) | serie | Calificación | Velocidad de corte VC (M/min) |
| P | Acero | ≤300 | Gstt | GAT7115 | 120 (60-180) |
| GAT7125 | 90 (40-150) | ||||
| M | Acero inoxidable | ≤300 | Gstt | GAT7115 | 100 (60-150) |
| GAT7125 | 80 (40-130) |
Portavasos:
Proporcionar varios portavasos,Incluyendo series GST y GST-RS Back Turning Series。
| No. | Serie de titulares | Tipo de mecanizado | Higo | Observación |
| 1 | GST | Mecanizado de excircleos | 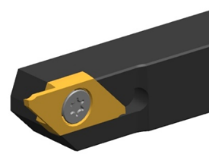 | 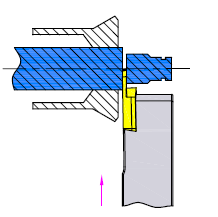 |
| 2 | GST-RS | Mecanizado de excircleos |  | 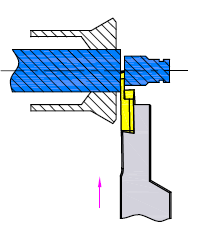 |
Caso de procesamiento de corte GSTT (junta de tubería)
| Insertar | GSTT3RN6001 | 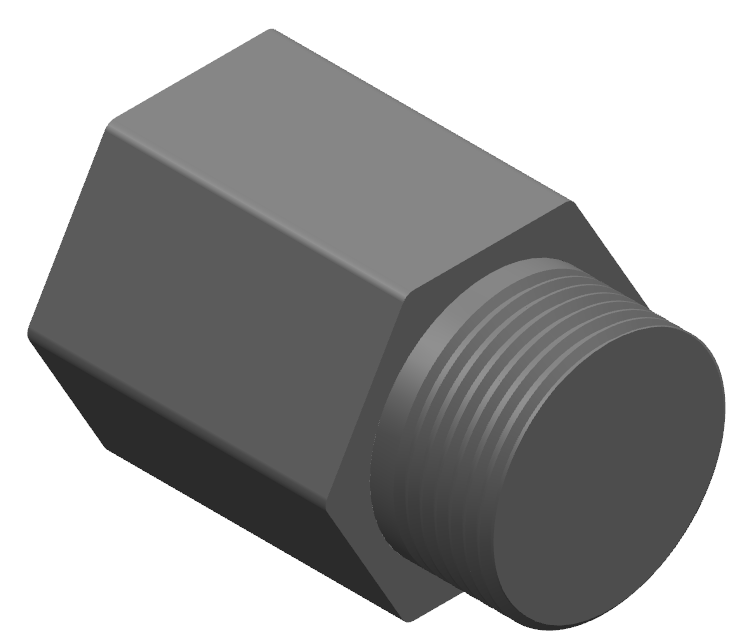 |
| Calificación | GAT7115 | |
| Material | 20# | |
| Velocidad | 48m/min | |
| Alimentar | 1.5 mm/r |  |
| Profundidad | 1.04 mm | |
| Enfriamiento | Emulsión a base de agua/enfriamiento externo | |
| Tipo de mecanizado | Giro de hilo externo |