
Herramientas de separación y ranura de la serie GT
La serie GT cubre FC, MC, RC, FG, MG, FT, MT o Mr Geometries. Equipados con portavasos completos, pueden lograr la separación, la ranura, el giro y el mecanizado de perfil; Y con múltiples grados, pueden satisfacer las necesidades de mecanizado de materiales como acero, acero inoxidable, hierro fundido y aleación de alta temperatura.
 |  |  |  |

- Característica
- Solicitud
- Caso
Características de insertar
 | FT-LOW FUENTA ●Diseño de inclinación de borde, Asegúrese de la punzada de la vanguardia ; adecuada para el procesamiento de giro axial ; ●El diseño del brazo y el interruptor de chips puede lidiar con el ritmo radial, controlar efectivamente el rizo de chips y la dirección de flujo; ●Diseño de ángulo de rastrillo grande Asegura la nitidez de la vanguardia |
 | MONTE- Alimentación mediana: girando ●Diseño de inclinación de ancho y borde de borde pequeño, Asegúrese de la resistencia del borde y el agudo de la vanguardia ; adecuado para el procesamiento de giro axial ; ●Angulgo de rastrillo grande con diseño de ancho de corte, Asegúrese de la resistencia del borde y reduzca la fuerza del chip。 ●Diseño de rompecabezas de chips Controlar efectivamente el curling de chips |
 | FC-LOW FEED PARTING ●Superficie de corte frontal curvada y diseño de ángulo frontal grande, crea una ventaja afilada ; ●Bolsillo de chips 3D Asegura buenos efectos de envoltura y eliminación de chips ; ●Diseño de vanguardia en forma de V, Bueno para el rizado de chips, adecuado para ranuras de alimentación baja .; |
 | MC- Partido de alimentación mediana ●Cara de rastrillo curvado, Ajuste la caída de la tierra del borde para garantizar la nitidez y aumenta el fortalecimiento de la fusión al mismo tiempo ; ●Tipo C de vanguardia, Asegúrese de que el afilado de la vanguardia, adecuado para el corte de alimentación media。 ●Gradiente de ruido de chips rizados, Control de chips fuertemente rizados al helicoidal。 |
 | Parte de la alimentación de RC ●Chaflán por esquina de corte, Mejore la resistencia del borde del inserto y la vida útil de la herramienta, para cumplir con el procesamiento de alta alimentación e interrupción ; ●Diseño de rompecabezas de chips, Para controlar el curl compacto al chip en espiral ; ●Angulgo de rastrillo grande con diseño de ancho de corte, Asegúrese de la resistencia del borde y reduzca la fuerza del chip。 |
 | Fg- baja alimentación -grooving ● Establezca un bolsillo de chip de cerveza en el medio de la vanguardia, para dejar espacio para liberar el chip. En los extremos de la cresta delantera, ● La cresta forma un cierto ángulo con un borde de corte, para controlar la dirección de descarga del chip. ● El diseño del ancho de corte mejora la fuerza de corte. |
 | Mg- alimento medio -grooving ●Rastrillo negativo Gradiente de ruido de chips rizados, Asegúrese del excelente control para la espiral de chip ; ●Diseño de rompecabezas de chips,Para controlar el rizo compacto al chip en espiral ; ●Ángulo de rastrillo grande sin ningún diseño de ancho de corte pequeño o pequeño, Asegúrese de la nitidez del borde y reduzca la fuerza de la chip。 |
 | Mr- Media Feed -Profiling ● El diseño del borde curvo mejora la resistencia del borde y mejora la suavidad del corte ; ● El diseño plano de brazo de corte gradual multi-gradual, asegura una buena ruptura de chips |
 | O alimento para la precisión ● Diseño de borde afilado para garantizar una buena calidad de pie de trabajo superficial; ● Diseño del disipador de calor tipo caída de agua para aumentar el área de contacto del fluido de corte. |
Introducción de grado
Múltiples calificaciones de recubrimiento, cubriendo las necesidades de procesamiento de materiales como acero, acero inoxidable, hierro fundido y aleación de alta temperatura, etc.
PVD: GST7135 GAT7125 GST7115
CVD: GM1230 GK1115
Características del soporte de herramientas
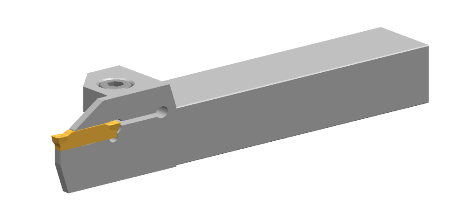
Diagrama de ritmo de posicionamiento Limite el desplazamiento izquierdo y derecho Restringir la torsión izquierda y derecha | ●estabilidad: Sobre la base del posicionamiento en forma de V, combinado con el diseño de secciones y plataformas inclinadas en ambos extremos, puede reducir efectivamente el mecanizado axial de la cuchilla, lo que resulta en desplazamiento lateral y torsión. Además, al aplicar la distribución de la fuerza, el área de fuerza de la cuchilla es más grande y uniforme de uniforme, reduciendo el riesgo de fractura de cuchilla y mejorando la estabilidad del mecanizado. |

Insertar:
| Geometría | Alimentación radial | Alimentación axial |
| PIE |  |  |
| MONTE |  |  |
| FC |  | |
| Mc |  | |
| RC |  | |
| FG |  |  |
| Mg |  |  |
| SEÑOR |  |  |
| O |  | 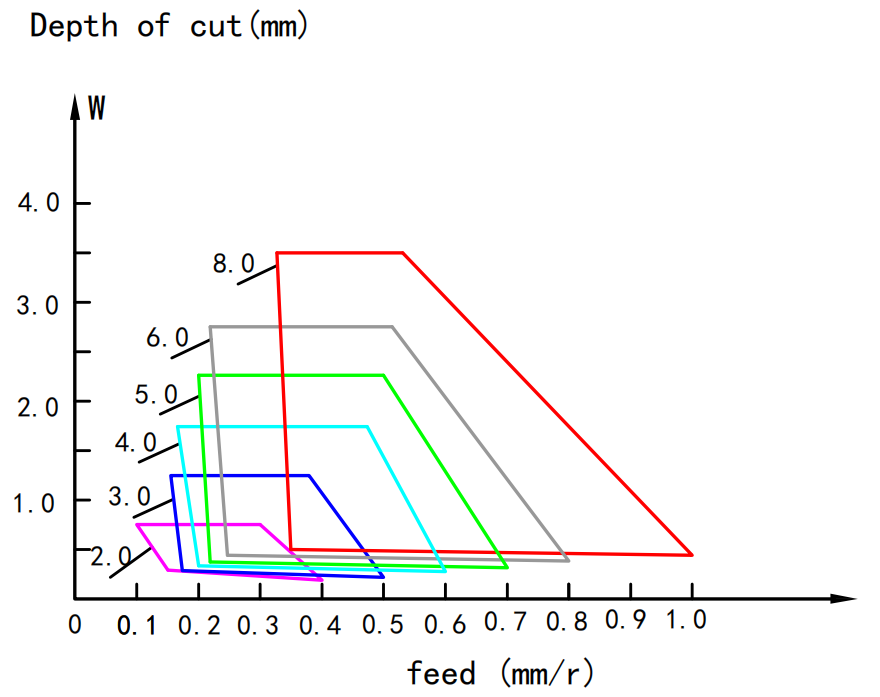 |
Portor de herramientas:
Los tipos y especificaciones del soporte de herramientas están completos, cubren una amplia gama y pueden satisfacer las necesidades de mecanizar los círculos externos, los agujeros internos y las caras finales. Podemos proporcionar un portavasos cilíndrico exterior para usar con una máquina para caminar, combinada con un nuevo portavasos de herramientas de giro cilíndricas de giro cilíndricas de alta presión de alta presión, para proporcionar a los clientes una mejor experiencia de uso de herramientas.
| Número | Serie de portátil de herramientas | Tipo de procesamiento | Diagrama | Observaciones |
| 1 | Gte | Externo |  | 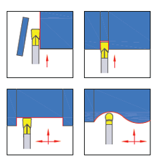 |
| 2 | GTI | Interno |  | 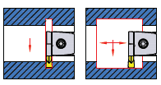 |
| 3 | GTF | Frente a |  |   |
| 4 | GTFP | Frente a |  |   |
| 5 | GTE*-S | Externo (Usado para CNC Precision Automatic torno) |  | 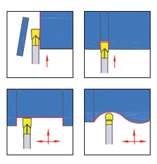 |
| 6 | GTE*-C | Externo (Enfriamiento de precisión) | 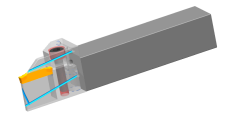 | 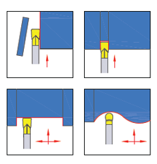 |
Caso de procesamiento de corte GTD-ft (Brida)
| Insertar | GTD400F040-FT |  |
| Calificación | GST7115 | |
| Material | Inconel718 (HB277) | |
| Velocidad | 25m/min | |
| Alimentar | 0.06 mm/r | 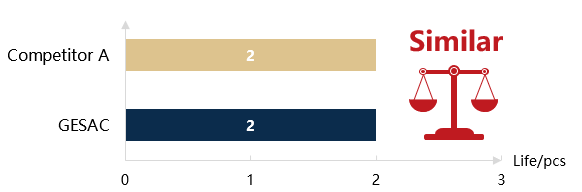 |
| Profundidad | 4 mm | |
| Enfriamiento | Emulsión a base de agua | |
| Tipo de mecanizado | Ranura externa |
Caso de procesamiento de corte GTD-MT (Contrapeso)
| Insertar | GTD400F040-MT | 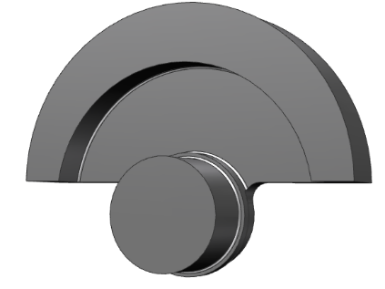 |
| Calificación | GST7135 | |
| Material | GCR15 (HRC18-20) | |
| Velocidad | 94m/min | |
| Alimentar | 0.05 mm/r | 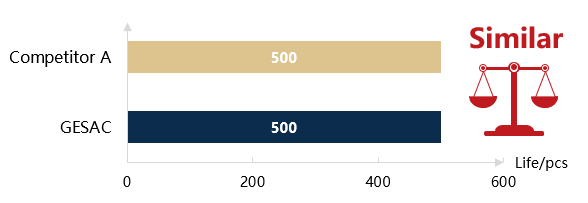 |
| Profundidad | 3.1 mm | |
| Enfriamiento | Emulsión a base de agua | |
| Tipo de mecanizado | Enfrentando giros |
Caso de procesamiento de tala GTD-FC (Bump)
| Insertar | GTD200C020-FC | 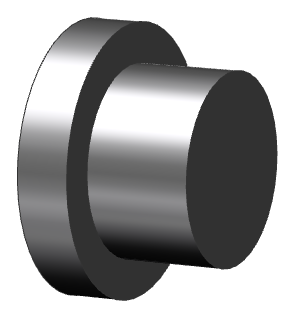 |
| Calificación | GST7135 | |
| Material | 12Cr21nisti | |
| Velocidad | 150m/min | |
| Alimentar | 0.02 mm/r | 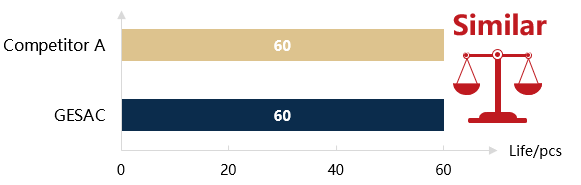 |
| Profundidad | 2 mm | |
| Enfriamiento | Emulsión a base de agua | |
| Tipo de mecanizado | De despedida |
Caso de procesamiento de corte GTD-MC (Condiciones)
| Insertar | GTD200C020R06-MC | 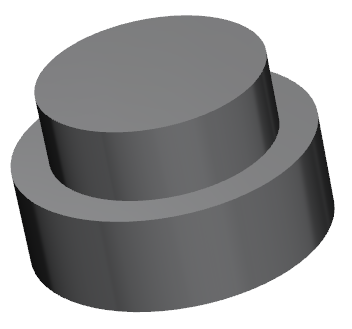 |
| Calificación | GST7135 | |
| Material | Acero 12L14 | |
| Velocidad | 150m/min | |
| Alimentar | 0.12 mm/r | 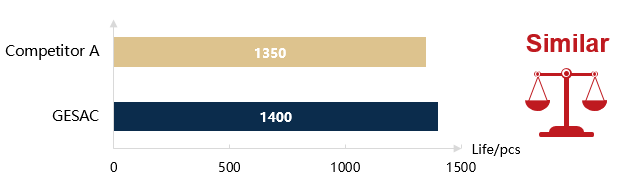 |
| Profundidad | 8 mm | |
| Enfriamiento | Emulsión a base de agua | |
| Tipo de mecanizado | De despedida |
Caso de procesamiento de corte GTD-RC (Brida)
| Insertar | GTD300E030-RC | 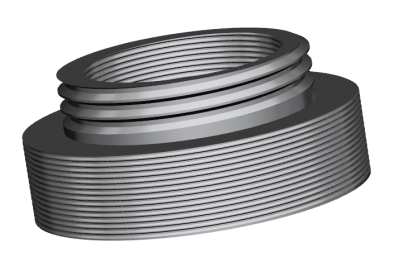 |
| Calificación | GST7135 | |
| Material | 40cr | |
| Velocidad | 24m/min | |
| Alimentar | 0.12 mm/r | 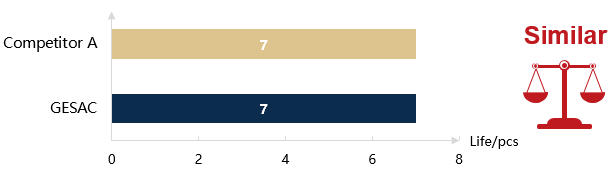 |
| Profundidad | 12 mm | |
| Enfriamiento | Emulsión a base de agua | |
| Tipo de mecanizado | De despedida |
GTD-FG-Caso de procesamiento de corte (Escudo de calor)
| Insertar | GTD300E040-FG |  |
| Calificación | GST7135 | |
| Material | GH4169 (HB≥346) | |
| Velocidad | 39m/min | |
| Alimentar | 0.075 mm/r | 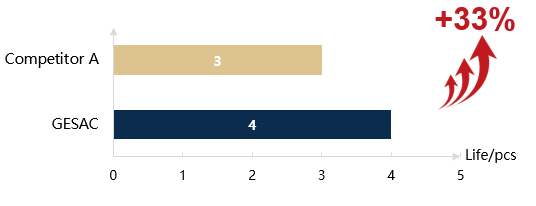 |
| Profundidad | 10 mm | |
| Enfriamiento | Emulsión a base de agua | |
| Tipo de mecanizado | Ranura |
Caso de procesamiento de tala GTD-MG (Varilla de la válvula)
| Insertar | GTD300E030-MG | 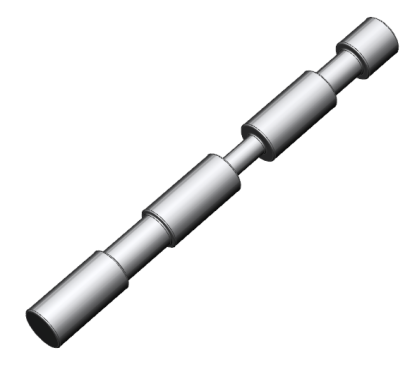 |
| Calificación | GST7135 | |
| Material | SCM425H | |
| Velocidad | 88m/min | |
| Alimentar | 0.15 mm/r | 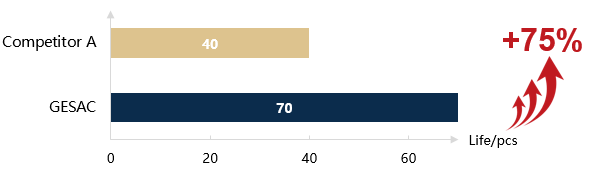 |
| Profundidad | 5.7 mm | |
| Enfriamiento | Emulsión a base de agua | |
| Tipo de mecanizado | Ranurando y girando |
Caso de procesamiento GTD o corte (disco de turbina)
| Insertar | GTD400F200-OR |  |
| Calificación | GST7115 | |
| Material | GH4097 (HRC38-45) | |
| Velocidad | 32m/min | |
| Alimentar | 0.1 mm/r |  |
| Profundidad | 0.2 mm | |
| Enfriamiento | Emulsión a base de agua/enfriamiento externo | |
| Tipo de mecanizado | Perfil de cara |
Caso de procesamiento de corte GTD-MR (Polea)
| Insertar | GTD400F200-MR | 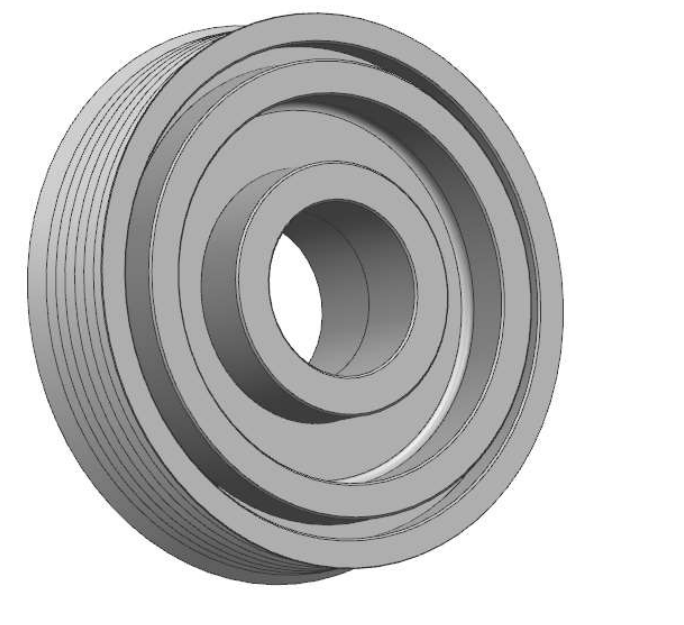 |
| Calificación | GK1115 | |
| Material | 10#(HB60-80) | |
| Velocidad | 305m/min | |
| Alimentar | 0.14 mm/r |  |
| Profundidad | 17 mm | |
| Enfriamiento | Emulsión a base de agua/enfriamiento externo | |
| Tipo de mecanizado | Perfil de cara |