Compartir a:








Taladro de giro D938 para acero
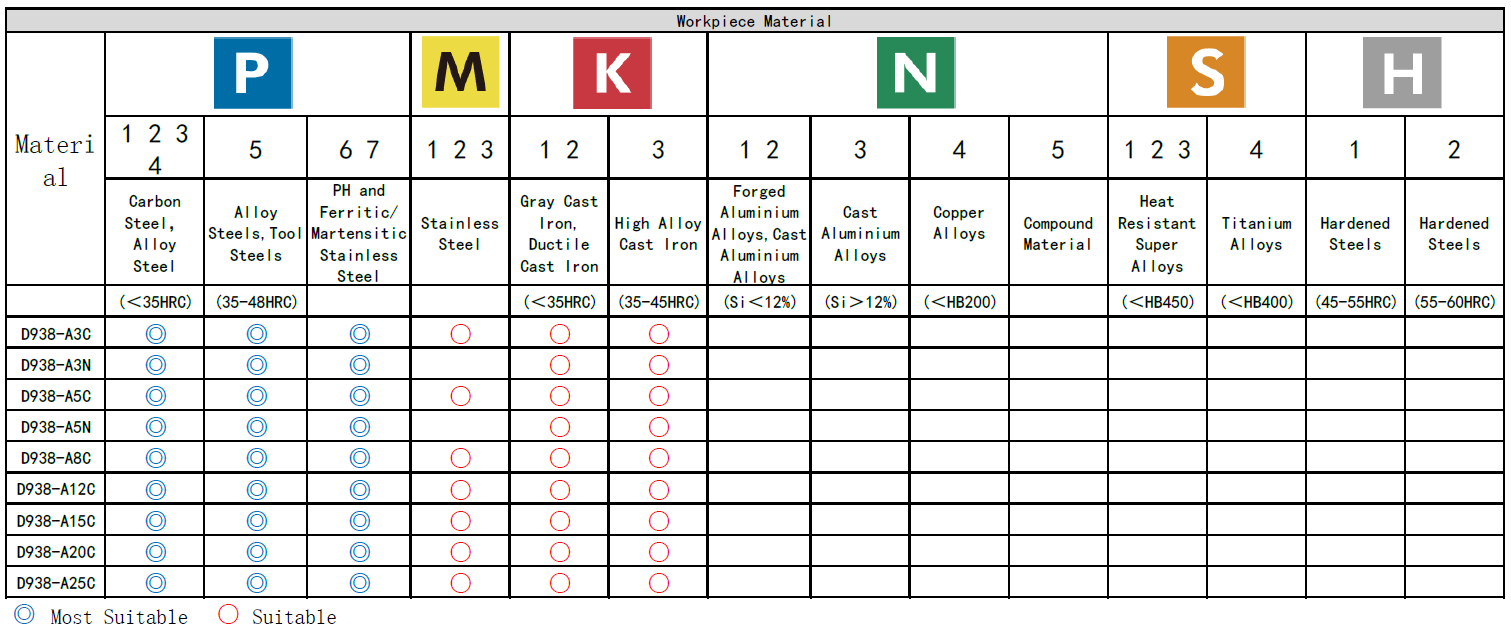
Adecuado para una perforación eficiente de acero, hierro fundido y acero inoxidable
 |  |  |

- Característica
- Solicitud
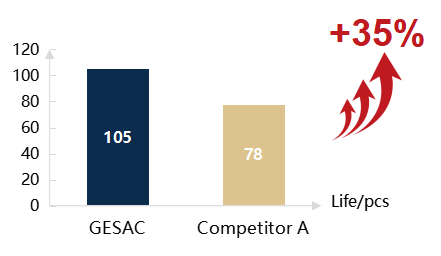
- Caso
- Adecuado para una perforación eficiente de acero, hierro fundido y Inoxidableacero
- Nuevo material de sustrato, equilibrio perfecto de dureza y resistencia al desgaste
- Uso de recubrimiento Altin-Nano y postprocesamiento único de recubrimiento
- Optimizar el perfil de ritmo y el diseño de puntos de perforación, con un rendimiento súper egocéntrico, rendimiento de ruptura de chips y buen rendimiento de evacuación de chips
Especificación
| Serie de ejercicios | Rango de dimensión | Tipo de refrigerante | Profundidad de perforación L/D |
| D938-A3N | 1 ~ 20 mm | Refrigerante externo | 3D |
| D938-A3C | 2 ~ 20 mm | Refrigerante interno | 3D |
| D938-A5N | 1 ~ 20 mm | Refrigerante externo | 5D |
| D938-A5C | 2 ~ 20 mm | Refrigerante interno | 5D |
| D938-A8C | 3 ~ 20 mm | Refrigerante interno | 8d |
| D938-A12C | 3 ~ 16 mm | Refrigerante interno | 12d |
| D938-A15C | 3 ~ 14 mm | Refrigerante interno | 15d |
| D938-A20C | 3 ~ 12 mm | Refrigerante interno | 20d |
| D938-A25C | 3 ~ 8 mm | Refrigerante interno | 25d |
Solicitud
Caso de procesamiento D938 (discos de turbina de presión)
| Especificación | D938-A3N-0970 |
| Dimensión | D9.7*47*89*D10 |
| Material | 14CR12NI2WMOVNB (HB250) |
| Velocidad de corte | VC = 18m/min |
| Tasa de alimentación | fr = 0.05 mm/r |
| Profundidad de corte | AP = 20 mm |
| Método de enfriamiento | Refrigerante externo |
| Método de corte | Procesamiento vertical |
Caso de procesamiento D938 (Varoración de válvulas)
| Especificación | D938-A15C-0850 |
| Dimensión | D8.5*160*204*D10 |
| Material | 35crmoa (205-250hb) |
| Velocidad de corte | VC = 42.7m/min |
| Tasa de alimentación | fr = 0.13 mm/r |
| Profundidad de corte | AP = 138 mm |
| Método de enfriamiento | Refrigerante interno |
| Método de corte | Procesamiento vertical |